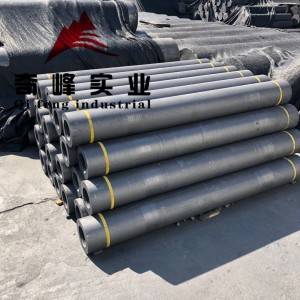
UHP графитни електроди што се користат во топење на EAF/рафинирање на LF за време на производството на челик



Брзи детали:
Место на потеклоХебеј, Кина (копно)
Име на брендот: КФ
Тип: Блок на електрода
Апликација: Производство на челик/топење челик
Должина: 1600~2800мм
Одделение: HP
Отпорност (μΩ.м): <6,2
Привидна густина (g/cm³ ): >1,67
Термичка експанзија (100-600℃) x 10-6/℃: <2,0
Јачина на свиткување (Mpa): >10,5
АСПЕЛ: макс. 0,3%
Тип на брадавица: 3TPI/4TPI/4TPIL
Суровина: Иглички од петролеум
СупериорностНиска стапка на потрошувачка
Боја: Црно сива
Дијаметар:300мм, 400мм, 450мм, 500мм, 600мм, 650мм, 700мм
Способност за снабдување
3000 тони/тони месечно
Пакување и испорака
Детали за пакувањето:
Стандардни дрвени палети или според барањата на клиентот.
Порт:Пристаниште Тјанџин
Предност
(1) Предностите на графитната електрода се полесна обработка, висока стапка на отстранување со празнење, мала загуба на графит, затоа, некои клиенти на групни машини за искри се откажаа од бакарна електрода и наместо графитна електрода. Покрај тоа, некои од посебните форми на електродата не можат да бидат направени од бакар, но графитот е полесен за обликување, а бакарната електрода е тешка, не е погодна за обработка на големи електроди. Овие фактори предизвикаа некои клиенти на групни машини за искри да ја користат графитната електрода.
(2) Графитната електрода е полесна за обработка, а брзината на обработка е очигледно поголема од бакарната електрода. На пример, графитот се обработува со процес на мелење, што е 2-3 пати побрзо од другите метали и не бара дополнителна рачна обработка, додека бакарната електрода бара рачно мелење. Слично на тоа, ако користите центар за обработка на графит со голема брзина за да ја направите електродата, таа ќе биде побрза и поефикасна, и нема да има проблем со прашина. Во овие процеси, изборот на соодветни алатки за тврдост и графит може да го намали абењето на алатот и оштетувањето на бакарната електрода. Кога се споредува времето на мелење помеѓу графитната електрода и бакарната електрода, графитната електрода е 67% побрза од бакарната електрода. При обработка со празнење под општи услови, времето на обработка со графитната електрода е 58% побрзо отколку со бакарната електрода. Како резултат на тоа, времето на обработка е значително намалено и трошоците за производство се намалени.
(3) Дизајнот на графитната електрода е различен од оној на традиционалната бакарна електрода. Многу фабрики за калап, обично во грубата обработка и завршните аспекти на бакарната електрода, имаат различна резервирана количина, а графитната електрода користи речиси иста резервирана количина, што го намалува времето на CAD/CAM и машинска обработка, само поради оваа причина, е доволно за значително подобрување на прецизноста на шуплината на калапот.